



推荐产品Recommended

当前位置:主页 > 新闻资讯 > 公司新闻 > 公司新闻
热压焊机焊接原理是什么
时间:2019-11-06来源:未知浏览次数:
摘要:A、 热压焊机焊接原理 电源通过输出电流加热电极和工件,电极传热给工件,工件达到一定的温度时预置于焊接位置的焊锡熔化,熔化后的焊锡通过毛细作用流入焊接接缝中,与镀层发
A、 热压焊机焊接原理
电源通过输出电流加热电极和工件,电极传热给工件,工件达到一定的温度时预置于焊接位置的焊锡熔化,熔化后的焊锡通过毛细作用流入焊接接缝中,与镀层发生扩散与互相溶化,冷确后形成牢固的接头。这里,加热方式、加热过程、焊接温度、保温时间、焊料与助焊剂等是影响焊接质量的重要因素。
考虑到整个焊接过程方便、稳定可靠,推荐采用带温度控制的热压焊加热电源。加热曲线如图 1 所示。
热压焊机
图中热压焊机加热的过程包括预升温、预热温度保持(t1-t2),焊接升温、焊接温度保持和冷却等阶段。可以通过调节温度的上升速度 V1、V2 来保证工件的加热速度符合焊接加热规律需求,同时设置 t1-t2、t3-t4的时间间隔来调节预热阶段和焊接阶段的保温时间、保证加热均匀、接头形成稳定一致,随后冷却使焊料凝固,达到最佳的焊接效果。
B、热压焊机主要构成:
① 电源
采用热压焊类型的直流输出的逆变电源。逆变频率 4kHz。电源基本参数(JYR-02L)如下:
额定功率:6kVA
负载持续率:50%
各阶段温度控制范围:50-600℃
预热时间:0.1-10s
焊接保温时间:0.1-10s
升温速度:20-200℃/s
② 电极(带热电偶测量)
电极形状尺寸依据工件设计。热电偶设在电极前端靠工件的部位。
C、具备性能特点
① 电源响应快,温度曲线平稳
逆变电源时间调节分辨率可达 025ms(4kHz 逆变频率),相对工频交流电源的 20ms(50Hz),反馈控制周期大大缩短,可以将温度控制得更加平稳、准确。直流输出也使得热效率提高,温度波动小。
② 零件温升的影响小,焊接质量好.
升温、保温分阶段精确控制,确保工件热平衡,避免工件过热,抑制对元器件的影响,同时也保证焊接质量稳定可靠。
③ 温度显示功能
焊接温度面板实时显示。考虑到热电偶检测温度与焊接节点温度存在偏差,该系统提供温度校准功能,确保实时显示较准确的焊接接头处的温度。
④ 电极保护
针对目前所使用电极易氧化,需经常维修的状况,该方案所提供的电源有利于克服目前方法易产生过热而损伤电极的缺点,减少电极维护次数,同时也延长了电极的使用寿命。
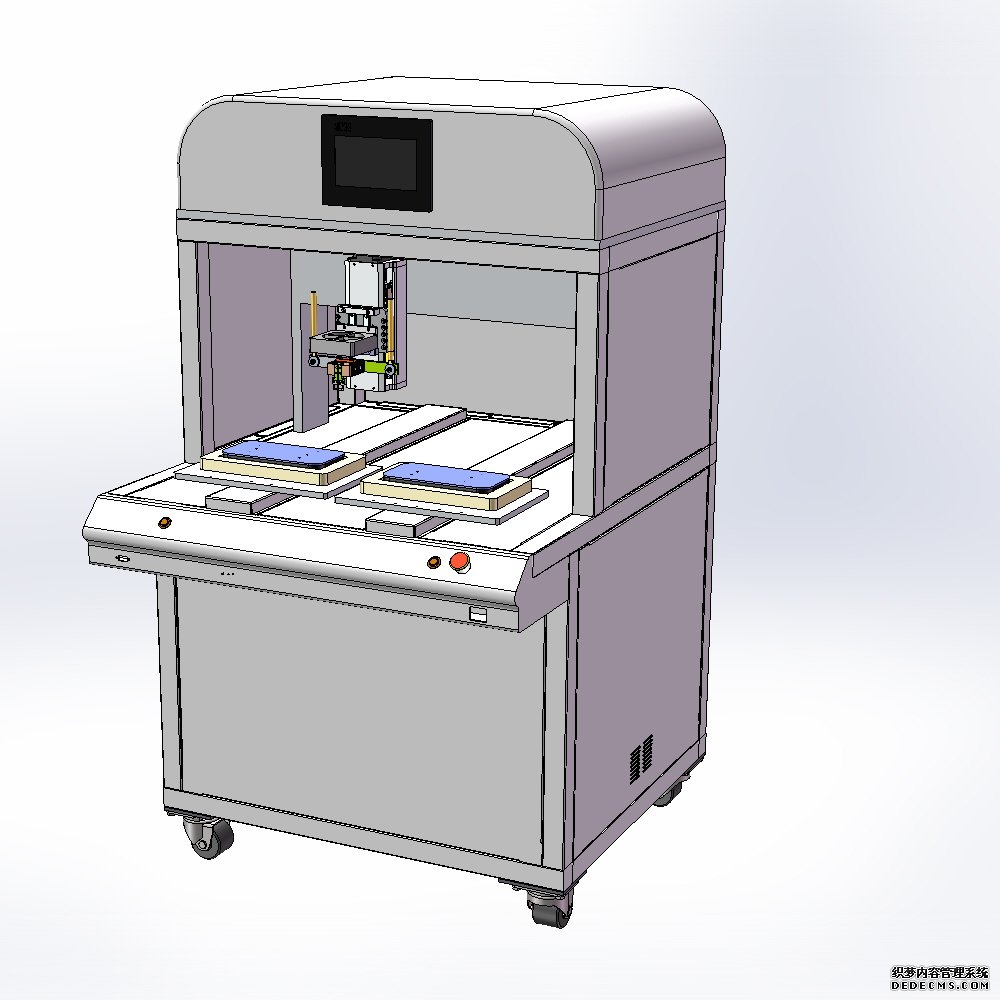
D、热压焊机机头及工装夹具示意图
热压焊机
E、热压焊机焊接过程
先将 PCB 工件放入工装夹具内,然后将需要焊接线理顺也放入工装夹具内,盖上压板后将整套夹具推入焊接平台上。脚踏焊接开关,机头压下,进行焊接。焊接完毕,机头自动上抬。取下整套夹具,重新放入装好待焊接工件的夹具,继续焊接。
文章关键词:热压焊机焊接原理是什么
下一篇:热压机选购应注意这些问题









